Fast label application. Which labelling method to choose to achieve the greatest efficiency
The aim of automation of production is, among other things, to increase throughput, that is to ensure a higher volume of manufactured products, preferably using the same or fewer human resources. Which application method for self-adhesive labels should we choose so that the labelling process will be as efficient as possible and will even provide us with a certain reserve? Is fast label application possible?
Indholdsfortegnelse
Fast application of self-adhesive labels – is it possible?
Frequently the very nature of the production or the nature of the product being labelled may dictate in advance a single method of label application.
In the automotive or household appliances industry the most significant criterion for labelling products with a dedicated label, the application of which is possible, for example, only after conducting measurement tests lasting from several to even several dozen seconds, is the conformity of data placed on the label and the correct and durable application of the label. Performance in this case is not a determinant of the choice of application method. The label application method will in this case be determined by where the label is applied to the product, the availability of free space or the way of transporting the product.
Highly efficient serial production, such as in the food industry, where products are labelled with a ready-to-use information or marketing label, requires the fastest possible application devices. Additional variable data (production date, batch number, etc.) are printed on the product packaging with the use of inkjet printers or laser marking.

3111-HS (High Speed) Air-Blow Label Applicator
Depending on the label application method, the duration of a single labelling cycle is influenced by:
In the Wipe-on/Merge application method (linear application):
the time needed for peeling the label from the liner or the time needed to print out the label with its simultaneous peeling from the liner.
Due to the fact that the label must move at the same speed as the dispensed label, the performance limitation is the maximum speed of the product conveyor or the maximum speed of dispensing the label by the applicator.
In Tamp Blow application method (blowing the label or pressing it using the actuator):
- the time needed for peeling the label from the liner or the time needed to print out the label with its simultaneous peeling from the liner
- the time needed for the actuator to move downwards with the applicator tip
- the time needed for blowing the label if it does not take place when the actuator is returning to the home position
- the time needed for the actuator to return to its home position
- In the case of this method the product can move or be stopped during labelling. The labelling time is clearly affected by the length of the label and the distance the actuator with the label applied to the applicator tip must cover to the surface to be labelled.
In the Air Blow application method (direct label blowing):
- the time needed for peeling the label from the liner or the time needed to print out the label with its simultaneous peeling from the liner
- the time needed for blowing the label
Most of the application time is taken up by peeling the label from the liner. The time needed to blow the label onto the product is negligible.

3111-HS (High Speed) Air-Blow Label Applicator
The above comparison clearly indicates that the highest possible labelling performance can be achieved with the use of the Wipe-on and Air Blow methods.
What does fast label application depend on?
The choice of which method to use depends on the size of the label to be applied (the Wipe-on method is better for longer labels) and whether there are minor differences in the height/width of the products to be labelled. In the case of differences resulting from, e.g., unique positioning, it is advisable to use the direct Air Blow method.
If data must be printed on the label before it is applied, it is strongly recommended to use the Air Blow method provided that the conditions for slight deviations in product dimensions or positioning on the conveyor are met.
What to remember about when estimating production capacity
An essential issue here is not taking into consideration the time needed to stop the production line to change the label roll. This time, depending on the complexity of the label path and the operator’s skills can vary from several seconds to several minutes. In slow application this time is negligible or has little influence on the production capacity. In the case of fast applications where several or several dozen minutes of daily downtime at a rate of production of, e.g., 500 units per minute causes significant economic losses. Therefore, in such cases it is necessary to use additional systems together with applicators which make it possible to automatically join the end of the previous label roll with the beginning of a new one prepared in advance. These systems also make it possible to install label rolls with much larger outer diameters than on the unwinders of standard label applicators, which reduces downtime and involvement of the operator.
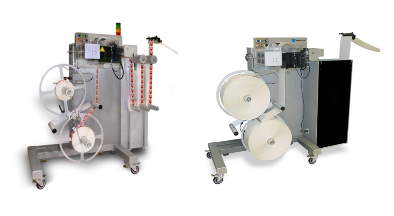
Auto Splice Dual Unwinder (ASDU) With Binbox and Festoon
The multiplication of applicators is a common practice thanks to which it is possible to achieve application capacity equal to the high throughput of the production line or the use of additional devices as a reserve, taking over the labelling for the time of replenishment of consumables in the primary device. This reduces changeover time and costly downtime associated with it.
Interested? Contact us!